Table of Contents
Overview
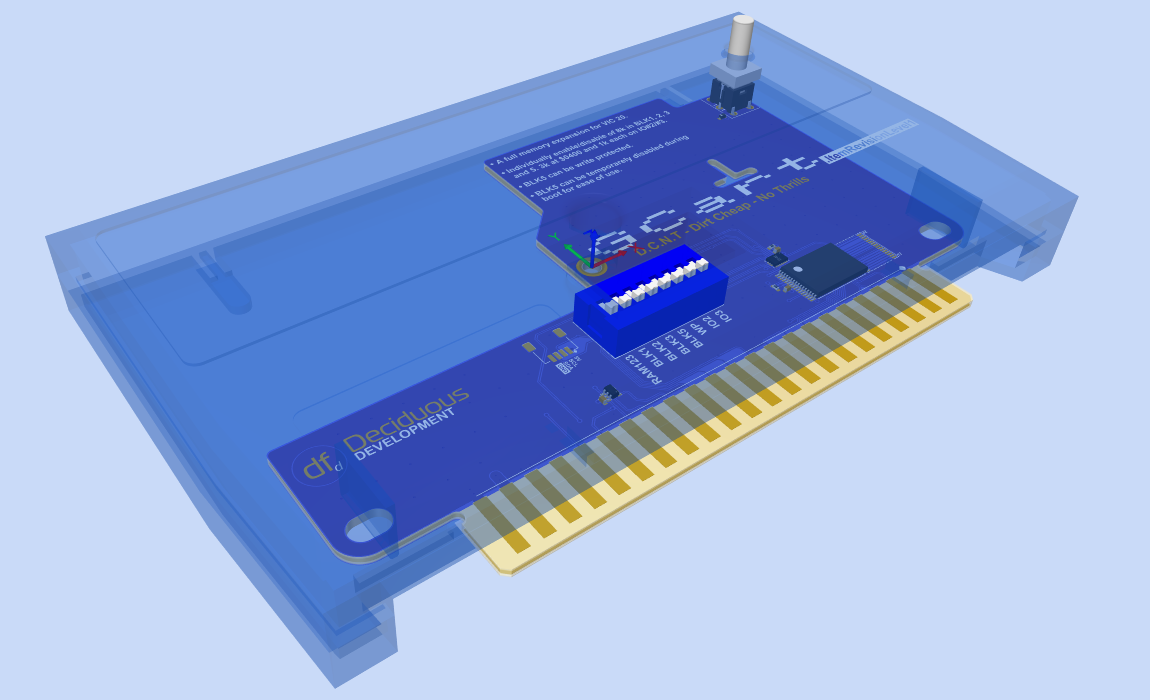
A custom two-piece enclosure has been designed to house the cartridge electronics. The enclosure follows a common architecture shared across all three cartridge variants, keeping tooling and assembly consistent.
Design
The enclosure consists of a top shell and a bottom shell. Alignment and retention are handled by 4 friction-fit tabs located at each corner, which provide the initial snap engagement when the halves are pressed together. A single central screw supplies the primary clamping force and ensures the enclosure stays closed under use.
This combination of friction tabs and a central screw keeps part count low while still allowing straightforward disassembly for service or rework.
Prototyping
Initial prototypes will be produced via SLS printing in Nylon (PA12). SLS is well suited here as it delivers parts with good mechanical properties and fine feature resolution — important for validating the friction-tab geometry and overall fit before committing to hard tooling.
Production Intent
The final production method is injection molding. The two-piece design with simple pull geometry and minimal undercuts has been developed with moldability in mind from the start, aiming for a smooth transition from prototype to production tooling.
Labels
There is a larger recess on the front for a thick vinyl or aluminum label with instructions, graphics, title etc.
On the back there is a recess also for the CE/FCC label, serial numbers, and other regulatory stuff needed.